
EN
Mga Tungsten Carbide Insert para sa Tunnel Boring Machine: Ano Ang mga Ito at Bakit Mahalaga ang mga Ito
Balita sa Industriya-Ang Papel ng Tungsten Carbide Insert sa Tunnel Boring
Ang mga pagsingit ng tungsten carbide para sa mga tunnel boring machine ay ang mga pangunahing elemento ng pagputol na responsable para sa pag-fracture, pag-scrape, at paghihiwalay ng mga pagbuo ng bato at lupa sa mukha ng tunnel. Ang bawat metro ng tunnel advance sa matigas o mixed-ground na mga kondisyon ay nakasalalay sa kakayahan ng mga insert na ito na mapanatili ang kanilang cutting geometry, labanan ang abrasive wear, at masipsip ang napakalaking impact at compressive forces na nabuo kapag ang umiikot na cutterhead ay tumama sa bato sa lalim. Kung walang wastong tinukoy at pinapanatili na mga pagsingit ng carbide, bumababa nang husto ang mga rate ng pagtagos, tumataas ang pagkonsumo ng cutter, at mabilis na lumalala ang ekonomiya ng buong proyekto ng tunneling.
Ang mga pagsingit mismo ay mga compact na bahagi - karaniwang mula sa ilang milimetro hanggang ilang sentimetro sa kanilang mga kritikal na dimensyon - ngunit sila ay ininhinyero sa isang napakataas na antas ng katumpakan. Ang tungsten carbide grade, nilalaman ng binder, laki ng butil, geometry ng insert, at brazing o press-fit mounting system ay lahat ng mga variable na ino-optimize ng insert manufacturer para sa partikular na cutting application. Ang isang carbide insert specification na mahusay na gumaganap sa limestone ay masusuot nang wala sa panahon o bali sa granite o quartzite, at vice versa. Ang pag-unawa kung bakit ito ang kaso — at kung paano gumawa ng tamang pagpili ng detalye — ay ang praktikal na kaalaman na naghihiwalay sa epektibong pagkuha ng TBM tooling mula sa mamahaling trial-and-error sa field.
Ano ang Tungsten Carbide at Bakit Ito Ginagamit sa TBM Cutting Tools
Ang Tungsten carbide (WC) ay isang kemikal na tambalan ng tungsten at carbon na, sa purong sintered na anyo nito, ay isa sa pinakamahirap na materyales sa engineering na magagamit — pangalawa lamang sa brilyante at cubic boron nitride sa mga komersyal na praktikal na cutting tool na materyales. Sa mga cemented carbide na produkto na ginagamit para sa mga pagsingit ng TBM, ang mga butil ng tungsten carbide ay pinagsama-sama ng isang metallic binder — halos pangkalahatan cobalt (Co), kahit na ang nickel at nickel-chromium binders ay ginagamit sa mga partikular na grade na lumalaban sa kaagnasan — sa pamamagitan ng proseso ng powder metallurgy na kinasasangkutan ng pagpindot at liquid-phase na sintering sa temperaturang higit sa 130°C.
Ang resulta ay isang pinagsama-samang materyal kung saan ang matitigas na butil ng WC ay nagbibigay ng matinding tigas at resistensya sa pagkasuot habang ang cobalt binder matrix ay nagbibigay ng tibay at panlaban sa bali sa ilalim ng epekto. Ang kritikal na pananaw ay ang katigasan at katigasan ay umiiral sa pag-igting sa sementadong karbida - ang pagtaas ng isa sa pangkalahatan ay nagdudulot ng kapinsalaan ng isa. Ang mga grado na may mababang nilalaman ng kobalt at pinong laki ng butil ay mas mahirap at mas lumalaban sa pagsusuot ngunit mas malutong; ang mga grado na may mas mataas na nilalaman ng kobalt at mas magaspang na laki ng butil ay mas matigas at mas lumalaban sa epekto ngunit mas mabilis na nagsusuot sa mga kondisyong nakasasakit. Ang pagpili ng tamang grado para sa isang TBM carbide insert ay nangangahulugan ng paghahanap ng pinakamainam na posisyon sa hardness-toughness trade-off na ito para sa partikular na uri ng bato, formation abrasivity, at cutting mechanism na kasangkot.
Para sa partikular na mga aplikasyon ng TBM, ang cemented carbide ay higit sa lahat ng praktikal na alternatibo. Ang mga tip ng bakal ay kulang sa tigas upang labanan ang nakasasakit na pagkasuot ng bato sa mga katanggap-tanggap na rate ng pagtagos. Nag-aalok ang mga keramika ng mapagkumpitensyang tigas ngunit hindi sapat na katigasan ng bali upang makaligtas sa paglo-load ng epekto sa mukha ng tunnel. Ginagamit ang mga tool na may diamond-tipped sa mga partikular na application na may mataas na halaga ngunit hindi praktikal para sa dami ng mga elemento ng pagputol na kinakailangan sa buong TBM cutterhead. Ang kumbinasyon ng katigasan, katigasan, katatagan ng init, at kakayahang gawa ng cemented carbide sa antas ng industriya ay ginagawa itong karaniwang solusyon para sa hard rock at mixed-ground TBM cutting insert sa buong pandaigdigang industriya ng tunneling.
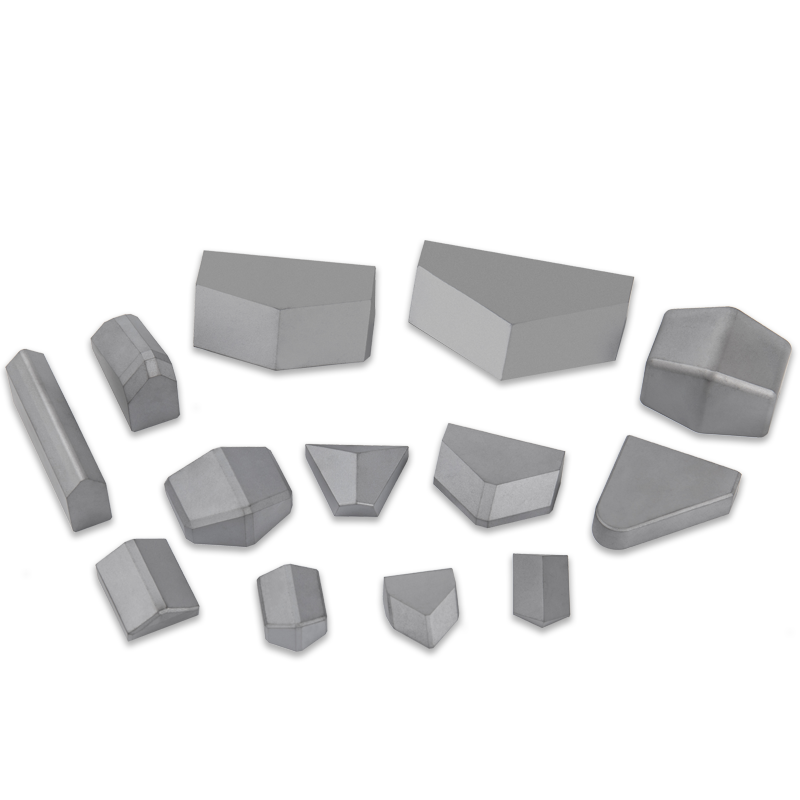
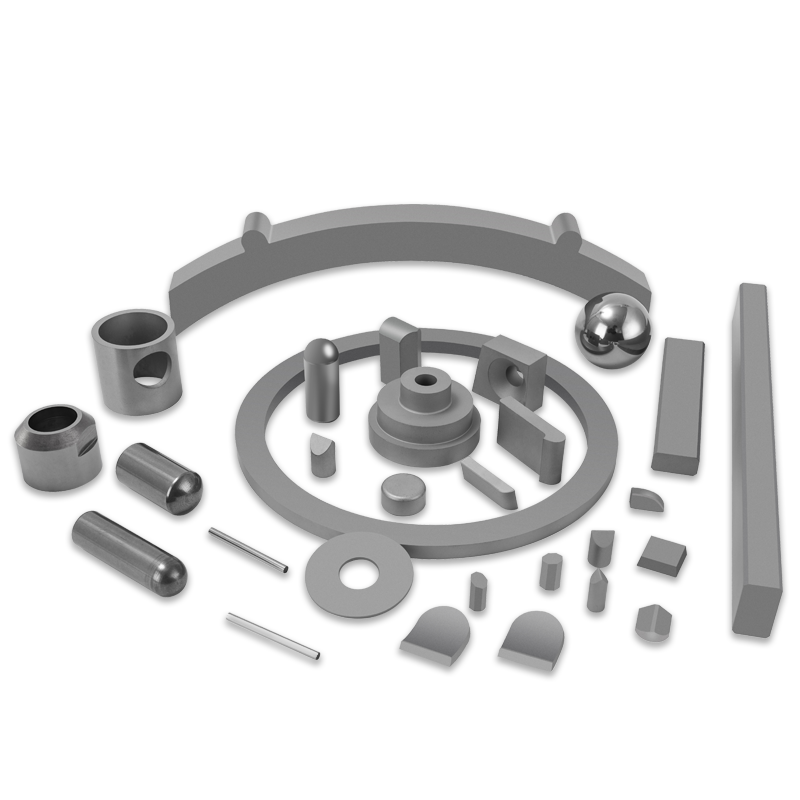
Mga Uri ng TBM Carbide Insert at Ang Mga Pag-andar nito
Hindi lahat ng tungsten carbide insert sa isang TBM cutterhead ay gumaganap ng parehong function. Ang cutterhead ay isang kumplikadong pagpupulong ng iba't ibang uri ng tool, ang bawat isa ay nakaposisyon upang magsagawa ng isang partikular na gawain sa proseso ng pagsira ng bato at pag-alis ng materyal. Ang pag-unawa sa mga pagkakaiba sa pagitan ng mga uri ng insert na ito ay mahalaga sa pagtukoy ng tamang carbide grade at geometry para sa bawat posisyon.
Mga Pagsingit ng Disc Cutter
Ang mga disc cutter ay ang mga pangunahing tool sa pagputol sa mga hard rock na TBM. Ang disc cutter ay binubuo ng isang bakal na singsing — ang disc — na naka-mount sa isang hub assembly na nagbibigay-daan dito na malayang umikot habang umiikot ang cutterhead. Ang gilid ng disc ay nakikipag-ugnay sa mukha ng bato at bumubuo ng mga tensile fracture sa pamamagitan ng isang rolling indentation na mekanismo sa halip na direktang pagputol. Ang mga pagsingit ng tungsten carbide sa mga application ng disc cutter ay karaniwang naka-embed sa gilid ng singsing ng disc o ginagamit bilang materyal sa contact edge sa mga composite na disenyo ng disc. Ang mga pagsingit na ito ay dapat labanan ang matataas na compressive stresses sa rock contact point, fatigue loading mula sa paulit-ulit na impact cycle, at abrasive wear mula sa matitigas na mineral — partikular na ang quartz — sa rock matrix. Ang mga grado na may katamtamang nilalaman ng cobalt (8–12% Co) at fine-to-medium na laki ng butil ay karaniwang tinutukoy para sa mga pagsingit ng disc cutter sa mga hard rock application.
Button at Stud Insert para sa Drag Tools
Sa malambot hanggang katamtamang matigas na mga kondisyon ng lupa at magkahalong mukha, ang mga TBM ay gumagamit ng mga drag tool — mga pick, scraper, at gauge cutter — na nilagyan ng tungsten carbide button o mga stud insert na nagsasangkot sa pagbuo sa isang pagkilos ng pag-scrape o paggugupit. Ang mga pagsingit ng button ay mga hemispherical o ballistic-profile na mga carbide na hugis press-fitted sa steel tool body; Ang mga stud insert ay mga cylindrical shank na may tumigas na dulo, na nilagyan din ng press-fit o brazed sa mga inihandang upuan. Ang mga insert na ito ay nakakaranas ng mas mababang compressive load kaysa sa mga disc cutter insert ngunit napapailalim sa mas mataas na lateral shear forces at mas variable na epekto mula sa pinaghalong rock-soil contact. Ang mga grado na may mas mataas na kobalt na nilalaman (12–16% Co) at mas magaspang na laki ng butil ay nagbibigay ng tibay na kailangan upang labanan ang bali sa ilalim ng mga kondisyong ito sa paglo-load, sa halaga ng ilang paglaban sa abrasion na may kaugnayan sa mas mahirap na mababang-cobalt na mga grado.
Mga Pagsingit ng Gauge at Gage Cutter
Ang mga gauge cutter ay nakaposisyon sa panlabas na perimeter ng TBM cutterhead at pinuputol ang profile ng tunnel sa kinakailangang diameter. Nakararanas sila ng kumbinasyon ng pinakamataas na bilis ng paggupit — dahil naglalakbay sila sa pinakamalaking circumferential na distansya sa bawat pag-ikot — at makabuluhang epekto sa paglo-load mula sa mga iregularidad sa profile at magkahalong kondisyon ng lupa sa hangganan ng tunnel. Ang mga pagsingit ng gauge cutter ay napapailalim sa ilan sa mga pinakamatinding kondisyon ng pagsusuot sa cutterhead, kung kaya't ang mga ito ay madalas na tinutukoy sa mas mahihigpit na mga marka o may mas malalaking dimensyon ng insert na nagbibigay ng mas maraming carbide volume upang labanan ang pagkasira bago ang insert ay kailangang palitan.
Mga Pagsingit ng Bucketwheel at Spoke Tip
Sa EPB (Earth Pressure Balance) at mga slurry na TBM na tumatakbo sa malambot na lupa o magkahalong mga kondisyon ng mukha, ang mga cutterhead spokes at bucketwheel openings ay nilagyan ng mga elementong may suot na carbide-tipped na nagpoprotekta sa istraktura ng bakal mula sa abrasive na pagkasira habang ang nakaluwag na materyal ay sinasaklaw sa makina. Ang mga pagsingit ng proteksyon sa pagsusuot na ito ay karaniwang tinutukoy sa mga grado na may mataas na tigas na lumalaban sa epekto mula sa mga fragment ng bato at matitigas na pagkakasama sa muck stream, na inuuna ang integridad ng istruktura kaysa sa napakahusay na katalinuhan.
Carbide Grade Selection ayon sa Uri ng Bato at Abrasivity
Ang mga geological na kondisyon sa mukha ng tunnel ay ang pangunahing driver ng pagpili ng grade insert ng carbide. Rock abrasivity — na-quantified sa pamamagitan ng standardized tests gaya ng Cerchar Abrasivity Index (CAI) at LCPC abrasimeter test — direktang hinuhulaan ang rate kung saan ang mga carbide insert ay magsusuot at ang posibilidad ng catastrophic fracture sa ilalim ng impact loading. Ang pagtutugma ng insert grade sa rock abrasivity ay ang pinakamahalagang solong desisyon sa TBM carbide insert specification.
| Uri ng Bato | Karaniwang Saklaw ng CAI | Inirerekomendang Co Content | Sukat ng Butil | Pangunahing Mekanismo ng Pagsuot |
| Limestone / Marble | 0.1–0.5 | 10–14% | Katamtaman | Mababang hadhad; epekto mula sa mga eroplanong bali |
| Sandstone | 0.5–2.5 | 8–12% | ayos lang to medium | Katamtamang abrasion mula sa mga butil ng quartz |
| Granite | 2.0–4.5 | 6–10% | Fine | Mataas na hadhad; nakakapagod na basag |
| Quartzite | 3.5–6.0 | 6–9% | Ultrafine hanggang fine | Malubhang abrasion; micro-chipping |
| Basalt / Dolerite | 1.5–3.5 | 8–12% | ayos lang to medium | Abrasion at epekto mula sa matitigas na pagsasama |
| Pinaghalong mukha / Glacial hanggang | Variable | 12–16% | Katamtaman to coarse | Impact fracture mula sa mga cobbles; variable abrasion |
Ang CAI threshold na humigit-kumulang 2.0 ay isang praktikal na punto ng pagpapasya sa pagpili ng grado ng carbide. Sa ibaba ng halagang ito, ang mas mataas na mga marka ng nilalaman ng cobalt na may katamtamang laki ng butil ay naghahatid ng magandang balanse ng tibay at resistensya ng pagsusuot. Sa itaas ng CAI 2.0, ang abrasive wear rate ng mas mataas na kobalt na grado ay nagiging hindi matipid, at ang detalye ay dapat na lumipat patungo sa mas mababang nilalaman ng cobalt, mas pinong mga grado ng butil na nagpapanatili ng tigas sa halaga ng ilang katigasan. Sa mga pormasyon sa itaas ng CAI 4.0 — extreme quartzite at ilang abrasive conglomerates — kahit na ang mga premium na fine-grain na low-cobalt na grado ay mabilis na nasusuot, at ang dalas ng pagpapalit ng pagpasok ay nagiging isang kadahilanan sa pagpaplano ng proyekto sa halip na isang maiiwasang gastos.
Ipasok ang Geometry at ang Epekto Nito sa Pag-cutting Performance
Tinutukoy ng geometry ng isang insert na tungsten carbide TBM — ang hugis ng profile nito, anggulo ng tip, at mga sukat na sukat — kung paano ito nakikibahagi sa rock face, kung paano ito namamahagi ng stress sa loob ng carbide body, at kung paano nagbabago ang performance nito habang nagsusuot ang insert. Ang geometry optimization ay kasinghalaga ng pagpili ng grado sa pag-maximize ng insert life at cutting efficiency.
Hemispherical Button Inserts
Ang hemispherical na profile ay ang pinakakaraniwang geometry para sa pagsingit ng drag tool button sa malambot hanggang medium-hard na lupa. Ang bilugan na tip ay namamahagi ng pantay na stress sa pakikipag-ugnay sa isang malaking lugar sa ibabaw, na binabawasan ang pinakamataas na konsentrasyon ng stress na magdudulot ng bali sa isang mas matalas na profile. Habang ang hemisphere ay nagsusuot, ang geometry nito ay unti-unting nagbabago - ang isang bahagyang pagod na hemisphere ay isang functional cutting profile pa rin, na nangangahulugang ang insert ay patuloy na gumaganap sa pamamagitan ng malaking bahagi ng volume nito bago kailanganin ang pagpapalit. Ang pangunahing limitasyon ng hemispherical profile sa hard rock ay nangangailangan ito ng mas mataas na pwersa ng pagtagos upang makamit ang parehong lalim ng indentation kumpara sa mas matalas na mga profile, na binabawasan ang kahusayan sa pagputol sa mga pormasyon kung saan ang puwersa ng pagtagos ay ang limitasyon ng kadahilanan.
Mga Profile ng Ballistic at Conical
Ang mga ballistic na pagsingit ay may profile ng tip na ogive — bilugan sa punto ngunit lumilipat sa isang mas cylindrical na katawan sa mas matarik na anggulo kaysa sa hemisphere. Itinutuon ng geometry na ito ang stress sa pakikipag-ugnay nang mas epektibo kaysa sa isang hemisphere, pinapabuti ang pagtagos sa mas matigas na bato sa parehong puwersang inilapat, ngunit ito ay mas madaling kapitan ng bali kung naapektuhan sa gilid o ginagamit sa mga pormasyon na may matitigas na inklusyon. Ang mga conical na pagsingit na may tinukoy na anggulo ng tip ay nagpapalawak pa ng bentahe ng kahusayan sa pagtagos ngunit ito ang pinaka madaling mabali sa mga karaniwang profile. Ang mga conical at ballistic na TBM carbide insert ay karaniwang tinutukoy para sa mga pormasyon kung saan ang cutting efficiency ang priyoridad at ang impact loading ay predictable at mapapamahalaan.
Pait at Wedge Profile
Ang mga pagsingit ng chisel-profile ay nagpapakita ng isang linear cutting edge sa halip na isang point contact sa rock face. Ang geometry na ito ay epektibo para sa paggugupit at pag-scrape ng malambot hanggang katamtamang mga pormasyon at karaniwang ginagamit sa mga posisyon ng gauge cutter at profile cutter kung saan kinakailangan ang isang tinukoy na cut geometry. Ang gilid ng pait ay mabilis na nauubos sa ilalim ng mga abrasive na kondisyon, na inililipat ang mekanismo ng pagputol mula sa paggugupit patungo sa pag-aararo — isang makabuluhang pagbabago sa pagganap na nagpapataas ng kinakailangang puwersa ng pagputol at bumubuo ng higit na init sa mukha ng insert. Ang pagsubaybay sa pagsusuot ng pagpasok ng pait at pagpapalit sa o bago ang flat wear threshold ay samakatuwid ay mas kritikal sa oras kaysa sa mga geometries na insert ng button.

Mga Mekanismo ng Pagsuot at Paano Makikilala ang mga Ito
Ang pagtukoy sa partikular na mekanismo ng pagsusuot na nakakaapekto sa mga pagsingit ng TBM carbide sa field ay ang panimulang punto para sa pag-diagnose kung ang kasalukuyang insert na detalye ay angkop para sa mga kondisyon ng lupa at kung ang mga interbensyon — pagbabago ng grado, pagbabago ng geometry, pagsasaayos ng parameter ng operating — ay malamang na mapabuti ang pagganap. Ang mga pangunahing mode ng pagsusuot ay naiiba sa hitsura at may iba't ibang mga sanhi.
- Abrasive wear (flat wear): Ang progresibong pag-alis ng materyal na carbide mula sa ibabaw ng insert tip sa pamamagitan ng matitigas na butil ng mineral sa bato, na gumagawa ng makinis na patag o faceted na pagod na ibabaw. Ito ang inaasahang wear mode sa abrasive formations at nagpapahiwatig na ang insert ay kumokonsumo ng dami ng carbide sa bilis na tinutukoy ng rock abrasivity at ang tigas ng carbide grade. Kung ang flat wear rate ay mas mataas kaysa sa inaasahan, isaalang-alang ang paglipat sa isang mas mababang cobalt, mas pinong grain grade — ngunit tiyaking sapat ang tibay para sa mga kondisyon ng epekto na naroroon.
- Chipping at micro-fracture: Maliit na pagkabali ng dulo ng carbide, na makikita bilang hindi regular na pagkasira ng gilid o pitted surface texture. Karaniwang ipinahihiwatig ng pag-chipping na ang kasalukuyang grado ay masyadong matigas at malutong para sa mga kundisyon ng epekto na naroroon - ang carbide ay nabali bago ma-deform ang binder at masipsip ang enerhiya ng epekto. Ang wear mode na ito ay karaniwan kapag ang mababang kobalt na grado na tinukoy para sa mga nakasasakit na kondisyon ay nakatagpo ng mga hindi inaasahang matigas na inklusyon o fracture zone. Ang solusyon ay karaniwang dagdagan ang nilalaman ng kobalt o laki ng butil upang mapabuti ang katigasan.
- Malaking bali: Sakuna na pagkasira ng insert body, nawawala ang malaking bahagi o lahat ng insert sa itaas ng mounting shank. Ang failure mode na ito ay nagpapahiwatig ng matinding overloading — karaniwan ay mula sa impact na may hindi inaasahang matitigas na mga bato, biglaang pagbabago sa lakas ng pormasyon, o hindi tamang pag-mount ng insert na lumilikha ng mga konsentrasyon ng stress sa insert base. Ang gross fracture ay sumisira kaagad sa insert at maaaring makapinsala sa tool body, na ginagawa itong isang high-cost failure mode upang maiwasan.
- Thermal cracking: Isang network ng mga bitak sa ibabaw na nagmumula sa dulo ng insert, kung minsan ay tinatawag na "heat checking." Nangyayari ito kapag ang frictional heat sa cutting face ay nagdudulot ng mabilis na thermal cycling na lumalampas sa thermal fatigue resistance ng carbide. Ang thermal crack ay mas karaniwan sa mga dry cutting na kondisyon — na nagpapahiwatig ng hindi sapat na cooling water delivery sa tool face — o kapag ang penetration rate ay napakataas, na nagdudulot ng matagal na frictional heat. Ang pagpapabuti ng supply ng tubig sa paglamig at pagsusuri sa mga parameter ng pagputol ay ang mga pangunahing tugon sa thermal cracking.
- Cobalt binder leaching: Sa acidic groundwater o chemically aggressive pore fluid, ang cobalt binder sa carbide matrix ay maaaring piliing matunaw, na nag-iiwan ng mahinang carbide skeleton na lubhang madaling mabali. Ang failure mode na ito ay makikilala sa pamamagitan ng isang porous, gray na texture sa ibabaw sa insert at kinumpirma ng kemikal na pagsusuri ng tubig sa lupa. Ang mga grado ng nickel o nickel-chromium bonded carbide ay nag-aalok ng mas mahusay na resistensya sa kaagnasan sa mga acidic na kondisyon at dapat na tukuyin kapag ang pag-leaching ng binder ay kilala o pinaghihinalaang panganib.
Mga Kasanayan sa Pag-install, Inspeksyon, at Pagpapalit
Ang pagganap ng mga pagsingit ng tungsten carbide sa serbisyo ay makabuluhang naaapektuhan ng kalidad ng pag-install, ang dalas at hirap ng inspeksyon sa panahon ng pag-tunnel, at ang pamantayang ginamit upang ma-trigger ang pagpapalit. Ang hindi magandang kasanayan sa alinman sa mga lugar na ito ay binabawasan ang buhay ng serbisyo ng insert at pinapataas ang mga gastos sa tooling bawat metro, gaano man kahusay ang tinukoy na grado ng carbide.
Mga Kinakailangan sa Pag-install
Dapat na naka-install ang mga press-fit button insert na may tamang interference fit sa pagitan ng insert shank at ng inihandang upuan sa tool body. Ang masyadong maliit na interference ay nagpapahintulot sa insert na umikot o lumuwag sa ilalim ng cutting forces, nagpapabilis sa pagkasira at kalaunan ay humahantong sa insert loss; masyadong maraming interference ay bumubuo ng tensile hoop stress sa carbide shank sa pag-install, na maaaring magsimula ng mga bitak na dumadami sa bali sa serbisyo. Tinukoy ng mga tagagawa ang kinakailangang interference fit para sa bawat insert diameter at body material combination — ang mga pagtutukoy na ito ay dapat na sundin nang tumpak, na may mga sukat ng upuan na na-verify sa pamamagitan ng pagsukat ng gauge bago i-install. Ang mga brazed insert ay nangangailangan ng tamang pagpili ng brazing alloy, flux application, at braze joint thickness control para makamit ang lakas ng bond na kailangan upang labanan ang cutting forces nang hindi nabibitak ang carbide na katabi ng braze interface.
In-Service Inspection Protocols
Ang mga agwat ng inspeksyon ng TBM cutterhead ay nag-iiba ayon sa mga kondisyon ng lupa at mga kinakailangan ng proyekto ngunit kadalasang nangyayari tuwing 300–600 metro ng advance sa katamtamang matigas na lupa at mas madalas sa mga napakasakit na pormasyon. Sa bawat pag-inspeksyon, ang bawat posisyon ng pagpasok ay dapat na biswal na suriin para sa mga mode ng pagsusuot na inilarawan sa itaas, at ang lalim ng pagsusuot ng pagpasok ay dapat masukat sa mga kinatawang posisyon gamit ang isang depth gauge. Maglagay ng mga mapa ng pagsusuot — nagre-record ng pagkasuot sa bawat posisyon sa cutterhead sa mga sunud-sunod na agwat ng inspeksyon — payagan ang pagkakakilanlan ng mga posisyon na may maanomalyang mataas na rate ng pagsusuot na maaaring magpahiwatig ng mga pagbabago sa na-localize na pormasyon, mga problema sa paghahatid ng tubig sa paglamig, o imbalance ng pag-ikot ng cutterhead na nangangailangan ng pagsisiyasat.
Pamantayan sa Pagpapalit
Ang mga insert ay dapat palitan bago sila magsuot hanggang sa punto kung saan ang steel tool body ay nagsimulang makipag-ugnayan sa rock face — sa puntong iyon, ang tool body ay mabilis na nagsusuot at ang halaga ng tool body replacement ay higit na lumampas sa pagtitipid mula sa pag-maximize ng insert run time. Ang karaniwang pamantayan sa pagpapalit para sa mga pagsingit ng button ay tumutukoy ng maximum na flat wear diameter na 60–70% ng orihinal na diameter ng insert, na lampas sa kung saan ang wear rate ay bumibilis nang hindi linear at ang panganib ng gross fracture ay tumataas nang malaki. Para sa mga disc cutter, ang pagsusuot ng singsing ay sinusubaybayan sa pamamagitan ng pagsukat ng pagbawas sa diameter ng singsing mula sa orihinal na detalye, na may kapalit na karaniwang nati-trigger sa limitasyon ng pagsusuot na 5–10mm diameter na pagbabawas depende sa disenyo ng singsing.
Mga Pangunahing Salik Sa Pagkuha ng TBM Carbide Insert
Ang pagkuha ng mga tungsten carbide insert para sa tunnel boring machine ay nagsasangkot ng teknikal, komersyal, at logistical na mga pagsasaalang-alang na partikular sa underground construction environment. Ang mga kahihinatnan ng pagtukoy ng maling produkto o pag-uubusan ng stock sa kalagitnaan ng biyahe ay sapat na malubha upang gawin ang desisyon sa pagkuha ng higit na kahihinatnan kaysa sa karamihan ng mga pang-industriyang pagbili na natupok.
- Humiling ng mga materyal na certification at grade data sheet. Ang sinumang kagalang-galang na supplier ng carbide insert ay dapat magbigay ng mga materyal na sertipiko ng pagsubok na nagpapatunay sa katigasan (HRA o HV30), lakas ng transverse rupture, density, at kobalt na nilalaman para sa bawat batch ng produksyon. I-verify na ang ibinigay na grado ay tumutugma sa detalye at na ang batch-to-batch na pagkakapare-pareho ay pinananatili — ang pagkakaiba-iba ng grado sa pagitan ng mga batch ay isang kilalang isyu sa kalidad sa ilang mga tagagawa na tumatakbo sa dulo ng kalakal ng merkado.
- Kumpirmahin ang mga dimensional tolerance laban sa mga detalye ng katawan ng iyong tool. Ang mga insert shank diameter tolerance para sa mga press-fit na application ay karaniwang tinutukoy sa hanay na ±0.01–0.02mm. Humiling ng mga ulat ng dimensional na inspeksyon na nagkukumpirma na ang mga ibinigay na insert ay nakakatugon sa tinukoy na tolerance band — ang mga out-of-tolerance na pagsingit ay hindi makikita nang biswal at magdudulot ng mga problema sa pag-install o maagang pagkabigo sa serbisyo.
- Panatilihin ang sapat na stock na pangkaligtasan para sa tagal ng proyekto. Ang mga TBM drive sa abrasive na lupa ay kumonsumo ng mga insert nang mabilis — ang mga rate ng pagkonsumo ng ilang daang pagsingit bawat linggo ay hindi karaniwan sa mga highly abrasive na granite o quartzite drive. Magtatag ng pagtataya sa pagkonsumo batay sa inaasahang abrasivity ng pormasyon, nakaplanong mga rate ng penetration, at disenyo ng cutterhead, at stock na pangkaligtasan ng laki upang masakop ang hindi bababa sa apat hanggang anim na linggo ng pagtataya ng pagkonsumo sa lugar ng proyekto. Ang mga pagkagambala sa supply chain sa panahon ng aktibong TBM drive ay may direkta at agarang epekto sa iskedyul ng proyekto.
- Isaalang-alang ang kabuuang halaga ng pagmamay-ari sa halip na presyo ng yunit. Ang isang carbide insert na nagkakahalaga ng 20% na higit pa ngunit tumatagal ng 50% na mas mahaba sa isang partikular na pormasyon ay binabawasan ang gastos sa tooling bawat metro ng advance ng humigit-kumulang 25% habang binabawasan din ang gastos sa paggawa ng inspeksyon at mga interbensyon sa pagpapalit. Ang pag-evaluate ng mga insert supplier sa cost-per-meter na performance data mula sa mga maihahambing na proyekto sa halip na presyo ng unit ay patuloy na gumagawa ng mas mahusay na mga resulta ng proyekto at ito ang diskarte na ginagamit ng mga may karanasang contractor ng TBM sa buong mundo.
- Makipag-ugnayan sa teknikal na suporta ng supplier para sa nobela o mapaghamong mga pormasyon. Kapag ang geology ng proyekto ay nagsasama ng mga pormasyon sa labas ng karaniwang hard rock o malambot na mga kategorya ng lupa — napakababang bato, agresibong kemikal na tubig sa lupa, matinding abrasivity, o pinaghalong mukha na may malalaking bato — makipagtulungan sa technical team ng insert supplier upang bumuo at ma-validate ang insert specification bago magsimula ang drive. Ang halaga ng isang teknikal na pagsusuri bago ang proyekto ay bale-wala kumpara sa gastos ng pagtuklas ng hindi sapat na detalye sa pamamagitan ng napaaga na pagpasok ng pagkabigo sa panahon ng isang live na biyahe.
Ang aming mga produkto //
Mga Kaugnay na Produkto




Kung interesado ka sa aming mga produkto, mangyaring kumonsulta sa amin
