
EN
Lahat ng Kailangan Mong Malaman Tungkol sa Tungsten Carbide Rock Drilling Tools
Balita sa Industriya-Ang mga tool sa pagbabarena ng tungsten carbide rock ay ang gulugod ng mga modernong operasyon ng pagbabarena sa pagmimina, konstruksiyon, quarrying, at geotechnical na gawain. Sumasabog ka man sa granite sa isang open-pit na minahan o nag-angkla ng mga pundasyon sa matigas na limestone, ang pagganap ng iyong drill ay halos nakadepende sa kalidad at disenyo ng carbide tooling sa cutting face. Pinaghiwa-hiwalay ng gabay na ito ang lahat ng praktikal na kailangan mong malaman — mula sa kung paano gumagana ang mga tool na ito hanggang sa kung paano pumili ng tama at panatilihin itong tumatakbo nang mas matagal.
Ano ang Ginagawang Tamang Materyal ang Tungsten Carbide para sa Rock Drilling
Ang Tungsten carbide (WC) ay isang composite material na ginawa sa pamamagitan ng sintering tungsten carbide particle na may metallic binder — pinakakaraniwang kobalt. Ang resulta ay isang pambihirang matigas na materyal na may Vickers na tigas mula 1,400 hanggang 1,800 HV, na ginagawa itong mas matigas kaysa sa bakal habang pinapanatili pa rin ang sapat na tigas upang masipsip ang paulit-ulit na mga pagkarga ng epekto na hinihingi ng pagbabarena ng bato.
Ano ang nagtatakda ng tungsten carbide bukod sa iba pang matitigas na materyales ay ang kumbinasyon ng mga katangian nito. Ang mga purong keramika ay mas mahirap ngunit masyadong malutong para sa percussive na pagbabarena. Ang tool na bakal ay mas matigas ngunit napakabilis ng pagsusuot laban sa nakasasakit na bato. Naaabot ng karbida ang balanse na kailangan ng praktikal na pagbabarena: lumalaban ito sa abrasive wear, humahawak nang maayos sa compressive loading, at maaaring maging precision-ground sa mga partikular na geometries na angkop sa iba't ibang uri ng bato at pamamaraan ng pagbabarena.
Ang nilalaman ng cobalt binder ay isa sa pinakamahalagang variable sa carbide formulation. Ang mas mataas na porsyento ng cobalt (12–16%) ay nagpapataas ng katigasan at resistensya sa epekto, na ginagawa itong angkop para sa bali o magkakaibang bato. Ang mas mababang nilalaman ng kobalt (6–8%) ay gumagawa ng mas matigas, mas lumalaban sa pagsusuot na grado na angkop para sa mga homogenous, lubhang abrasive na pormasyon tulad ng quartzite o sandstone. Ang pagpili ng maling grado para sa iyong pagbuo ay isang karaniwang sanhi ng napaaga na pagkabigo ng tool.
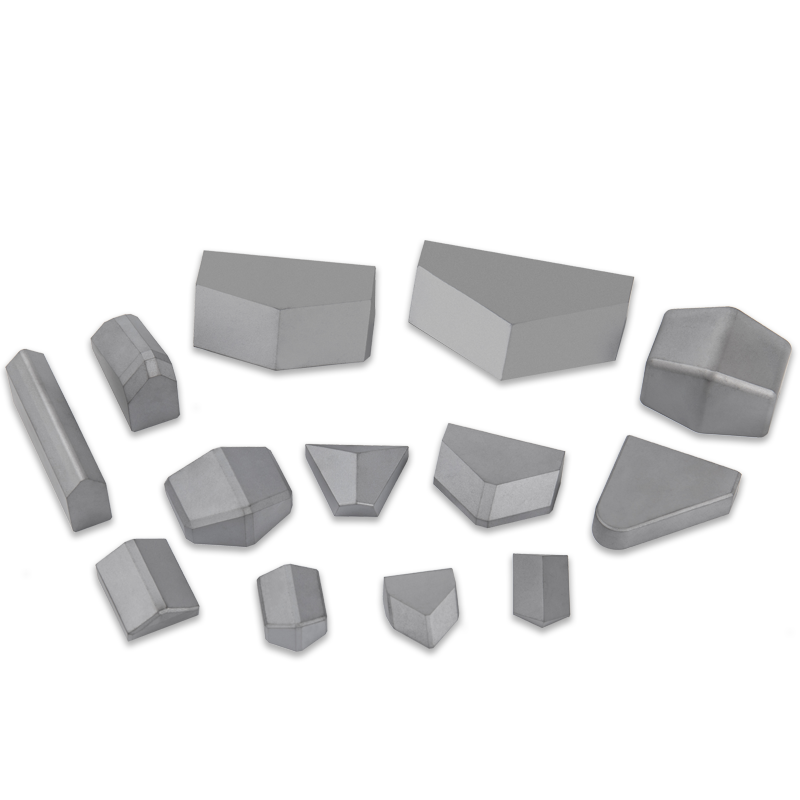
Pangunahing Uri ng Tungsten Carbide Rock Drilling Tools
Ang terminong "mga tool sa pagbabarena ng tungsten carbide rock" ay sumasaklaw sa isang malawak na pamilya ng mga produkto. Ang pag-unawa sa partikular na uri ng tool para sa iyong aplikasyon ay ang unang hakbang patungo sa mahusay na pagbabarena.
Button Bits
Ang mga buton bit ay ang pinakamalawak na ginagamit na tool sa pagbabarena ng carbide sa surface at underground mining. Ang mga spherical o ballistic-shaped na carbide insert ay nilagyan ng press-fit sa isang steel body sa isang pattern na idinisenyo upang takpan ang buong drill face. Ang mga buton bit ay ginagamit sa mga rotary-percussive drilling system at available sa flat face, convex (dome), at concave configuration, bawat isa ay angkop sa iba't ibang kondisyon ng bato.
- Mga spherical na pindutan: Pinakamahusay para sa matigas, nakasasakit na bato; maximum na wear resistance.
- Ballistic (parabolic) buttons: Mas mahusay na penetration rate sa medium-hard rock; inirerekomenda kung saan priority ang ROP.
- Mga ovoid na button: Isang kompromiso sa pagitan ng ballistic at spherical, karaniwan sa mixed-hardness formations.
Cross Bits at X-Bits
Nagtatampok ang mga cross bits ng apat na carbide wing na nakaayos sa isang cross o X pattern na naka-brazed sa isang steel body. Karaniwang ginagamit ang mga ito sa light percussion drilling tulad ng jackleg drilling at drifter drilling sa softer to medium-hard rock. Ang mga cross bit ay mas simple sa paggawa at pag-regrind, na ginagawa itong matipid para sa mga aplikasyon kung saan ang mga kondisyon ng pagbuo ay medyo pare-pareho. Gayunpaman, mas mabilis ang pagsusuot ng mga ito kaysa sa mga butones sa napakasakit na pormasyon.
Pait na Bits
Gumagamit ang mga chisel bit ng iisang carbide insert o brazed carbide strip sa isang linear cutting configuration. Pangunahing ginagamit ang mga ito para sa mas maliit na diameter na mga hand-held percussion drill, construction anchor drilling, at pangalawang breaking. Ang kanilang simpleng geometry ay ginagawang mura at madaling muling patalasin, bagama't limitado ang mga ito sa mas malambot na bato at mas maliliit na diameter ng butas.
Tricone Roller Bits na may Carbide Inserts
Sa rotary drilling para sa malalaking blast hole at oil & gas applications, ang tricone bits ay gumagamit ng tungsten carbide insert na idiniin sa bakal na ngipin ng mga umiikot na cone. Habang ang mga cone ay gumulong sa ibabaw ng mukha ng bato, ang mga pagsingit ay dinudurog at pinuputol ang pagbuo. Insert geometry ranges mula sa mapurol na hemispherical na mga hugis para sa matigas na bato hanggang sa mga pahabang hugis pait para sa malambot na pormasyon. Ang mga ito ay mga tool na may mataas na halaga ngunit nag-aalok ng mahusay na mga rate ng penetration sa malalaking diameter na rotary application.
DTH (Down-The-Hole) Hammer Bits
Ang DTH bits ay isang espesyal na uri ng button bit na idinisenyo para gamitin sa mga down-the-hole hammer system, kung saan ang mekanismo ng percussion ay naglalakbay pababa sa drill string at direktang tinatamaan ang bit sa mukha ng bato. Pinaliit nito ang pagkawala ng enerhiya at ginagawang mahusay ang DTH drilling para sa malalalim na butas at matigas na bato. Ang layout ng carbide button at face geometry ng DTH bits ay partikular na inengineered para sa high-frequency, high-energy na epekto ng pagpapatakbo ng martilyo.
Paano Pumili ng Tamang Carbide Rock Drilling Tool
Ang pagpili ng tamang tungsten carbide drill tool ay nagsasangkot ng pagtutugma ng mga katangian ng tool sa apat na pangunahing variable: uri ng bato, paraan ng pagbabarena, diameter ng butas, at mga kondisyon ng pagpapatakbo. Direktang makakaapekto sa penetration rate, buhay ng tool, at cost per meter drilled ang pagkuha ng tama sa tugmang ito.
| Uri ng Bato | Inirerekomendang Uri ng Tool | Grado ng Carbide |
| Malambot (limestone, coal, shale) | Chisel bit o cross bit | Mataas na kobalt (matigas na grado) |
| Katamtaman (granite, basalt) | Button bit (ballistic inserts) | Katamtamang kobalt (balanseng grado) |
| Matigas at abrasive (quartzite, chert) | Button bit (spherical inserts) o DTH bit | Mababang kobalt (wear-resistant grade) |
| Fractured / variable formation | Cross bit o matatag na button bit | Mataas na cobalt (lumalaban sa epekto) |
| Deep hole rotary (malaking diameter) | Tricone roller bit na may mga carbide insert | Itugma sa tigas ng formation |
Higit pa sa uri ng bato, isaalang-alang ang ginagamit na sistema ng pagbabarena. Pinakamahusay na gumaganap ang Rotary-percussive drilling (top hammer) gamit ang karaniwang mga butones sa lalim na hanggang 30–40 metro. Ang mga sistema ng DTH ang pumalit para sa mas malalim na mga butas kung saan ang paghahatid ng enerhiya sa pamamagitan ng mahabang mga string ng baras ay makakabawas sa kahusayan. Ang mga purong rotary system ay nangangailangan ng insert bits o drag bits depende sa formation compressive strength.

Mga Pangunahing Tagapagpahiwatig ng Kalidad Kapag Sinusuri ang Mga Carbide Drill Tool
Hindi lahat tungsten carbide rock drilling tools ay nilikha pantay. Kapag naghahambing ng mga produkto mula sa iba't ibang mga tagagawa o naghahanap ng bagong tool, ito ang mga tagapagpahiwatig ng kalidad na pinakamahalaga:
- Laki ng butil ng karbida: Ang fine-grain carbide (sub-micron) ay nagbibigay ng mas mataas na tigas at wear resistance. Ang mga magaspang na istraktura ng butil ay nagpapabuti sa tibay ngunit nagsasakripisyo ng paglaban sa abrasion.
- Ipasok ang press-fit tolerance: Para sa mga buton bits, ang interference fit sa pagitan ng insert at steel body ay kritikal. Ang maluwag na akma ay nagdudulot ng pagkawala ng insert; ang sobrang sikip ay nagdudulot ng pag-crack ng carbide habang pinipindot.
- kalidad ng katawan ng bakal: Ang katawan ng drill steel ay dapat na sapat na matigas upang labanan ang nakakapagod na pag-crack sa ilalim ng paulit-ulit na epekto. Ang mga mababang-alloy na bakal na pinatigas ng kaso pagkatapos ng machining ay nalampasan ang pagganap ng banayad na mga katawan ng bakal sa buhay ng serbisyo.
- Ipasok ang pagkakapare-pareho ng geometry: Ang mga insert ay dapat magkaroon ng pare-parehong geometry at surface finish. Ang mga hindi pagkakapare-pareho sa taas o posisyon ng button ay lumilikha ng hindi pantay na pag-load sa buong mukha at nagpapabilis sa pagkasira sa mga nakalantad na pagsingit.
- Disenyo ng flushing hole: Ang sapat at maayos na posisyon ng mga flushing channel sa bit face ay mahalaga para maalis ang mga pinagputulan at palamig ang carbide. Ang mga naka-block o maliit na laki ng flushing port ay nagpapababa ng penetration rate at nagpapataas ng heat-related carbide degradation.
Paano Palawigin ang Buhay ng Serbisyo ng Iyong Mga Carbide Drilling Tool
Ang mga tool sa pagbabarena ng bato ng tungsten carbide ay kumakatawan sa isang malaking bahagi ng mga gastusin na magagamit sa pagbabarena. Ang disiplinadong pamamahala ng tool at mga kasanayan sa pagpapatakbo ay maaaring makabuluhang pahabain ang buhay ng serbisyo at mabawasan ang gastos sa bawat metro.
Mga Bit ng Pindutan sa Muling Paggiling sa Iskedyul
Ang buton bit regrinding ay isa sa mga pinaka-cost-effective na kasanayan sa carbide tool management. Habang nasusuot ang mga butones, nagkakaroon sila ng mga flat wear flat sa kanilang mga pang-itaas na nagpapababa ng rate ng pagtagos at nagpapataas ng input ng enerhiya sa bawat meter na na-drill. Ibinabalik ng regrinding ang orihinal na profile ng button bago maging masyadong malaki ang mga wear flat. Ang panuntunan ng hinlalaki ay muling mag-regrind kapag ang suot na flat diameter ay umabot sa 30-40% ng diameter ng button. Ang paghihintay ng masyadong mahaba ay nangangahulugan na mas maraming carbide ang dapat alisin sa bawat regrind cycle, na nagpapaikli sa kabuuang bilang ng mga regrind cycle bago ihinto ang bit.
Pagtutugma ng Lakas ng Feed at Enerhiya ng Epekto sa Formasyon
Ang pagpapatakbo ng sobrang lakas ng feed o percussion pressure sa malambot na bato ay isang karaniwang sanhi ng pag-crack ng carbide at pagkawala ng insert. Ang carbide ay idinisenyo upang durugin ang bato sa pamamagitan ng impact — kung ang pagtagos ay masyadong mabilis para ma-flush ang mga pinagputulan, ang drill bit ay maaaring maka-baal at makapag-concentrate ng stress sa mga indibidwal na pagsingit. Itugma ang feed, bilis ng pag-ikot, at enerhiya ng percussion sa compressive strength ng formation. Karamihan sa mga tagagawa ng drill rig ay nagbibigay ng mga inirerekomendang parameter ng pagpapatakbo para sa mga partikular na klase ng bato.
Pagpapanatili ng Sapat na Pag-flush
Ang hindi sapat na pag-flush ay may pananagutan para sa isang malaking bahagi ng mga napaaga na pagkabigo ng tool ng carbide. Ang mga pinagputulan na hindi inilikas ay inilalagay sa ilalim ng butas at nagiging sanhi ng muling paggiling ng mga chips ng bato sa mukha ng drill, na nagpapabilis sa pagkasira. Para sa air flushing, panatilihin ang pinakamababang borehole air velocity na 15–20 m/s. Para sa pag-flush ng tubig o foam, tiyaking sapat ang rate ng daloy para sa diameter ng butas na ibinu-drill. Regular na siyasatin at i-clear ang mga flushing port sa mga bits — kahit na bahagyang pagbara ay binabawasan nang husto ang pagiging epektibo ng flushing.
Wastong Pag-iimbak at Paghawak
Ang tungsten carbide ay matigas ngunit hindi immune sa pinsala mula sa epekto. Ang pag-drop ng mga bits sa matitigas na ibabaw o pag-iimbak ng mga ito na maluwag sa mga bin kung saan sila kumatok sa isa't isa ay nagiging sanhi ng pag-chipping ng mga carbide insert bago pa man sila pumasok sa serbisyo. Itabi ang mga bits nang patayo sa mga nakalaang rack o sa mga protektadong lalagyan na may mga divider. Transport papunta at mula sa drill face sa mga tool bag sa halip na maluwag sa isang toolbox.
Mga Karaniwang Failure Mode at Kung Ano ang Sinasabi Nila sa Iyo
Ang pagsusuri sa mga pagod o nabigong tungsten carbide rock drilling tool ay nagsasabi sa iyo ng maraming tungkol sa kung ang pagpili ng tool, pag-setup ng drill, o mga kasanayan sa pagpapatakbo ay kailangang baguhin. Narito ang pinakakaraniwang mga pattern ng pagkabigo at ang mga sanhi nito:
- Kahit na flat wear sa lahat ng button: Normal na abrasive wear — ang tool ay ginamit nang naaangkop. Magpatuloy sa muling paggiling.
- Mga basag o sirang button: Karaniwang nagpapahiwatig ng labis na epekto ng enerhiya para sa pagbuo, maling grado ng karbida (masyadong malutong), o pagbabarena sa isang void o fault zone. Isaalang-alang ang paglipat sa isang mas mahigpit na grado ng karbida.
- Pagkawala ng pindutan (mga walang laman na socket): Dulot ng hindi sapat na press-fit, nakakapagod na pag-crack ng steel socket, o mga baulking event na humihila ng mga insert palabas sa ilalim ng lateral force. Siyasatin ang katawan ng bakal para sa pag-crack ng socket.
- Hindi pantay na pagsusuot (mas mabilis na suot ang mga pindutan ng gauge): Karaniwan kapag ang butas ay napakalaki, na nagpapahintulot sa bit na mag-drift at mag-load ng mga pindutan ng gauge nang hindi katimbang. Suriin ang pagkakahanay at kondisyon ng stabilizer.
- Pagsusuri ng init o pag-crack sa ibabaw sa mga pindutan: Nagpapahiwatig ng thermal fatigue mula sa hindi sapat na pag-flush. Ang carbide ay nag-overheat, mga bitak mula sa mabilis na pag-ikot ng temperatura. Pahusayin ang daloy ng pag-flush at tingnan kung may mga naka-block na port.
- Pagguho ng katawan ng bakal o paghuhugas: Ang flushing medium ay direktang pinuputol sa bakal sa paligid ng mga carbide insert. Sanhi ng recirculating abrasive particle. Suriin ang flushing port position at cuttings evacuation.
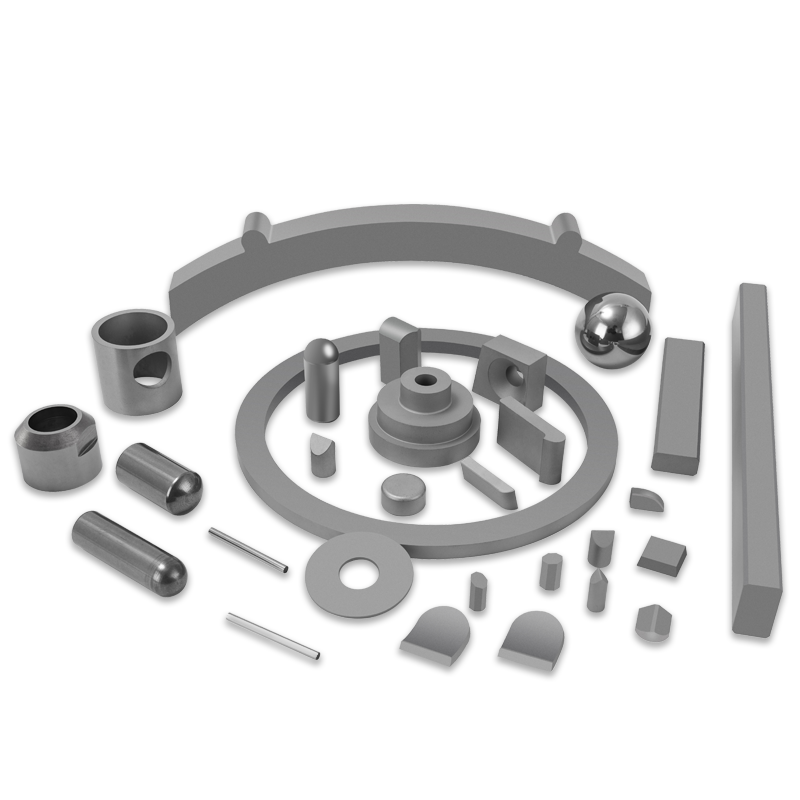
Mga Aplikasyon sa Industriya Kung saan Kritikal ang Mga Carbide Rock Drilling Tool
Ang mga tip at insert ng tungsten carbide drill ay ginagamit sa malawak na hanay ng mga industriya, bawat isa ay may mga partikular na kinakailangan na nakakaimpluwensya sa disenyo ng tool at pagpili ng materyal.
- Surface mining at quarrying: Ang malalaking diameter na butones at DTH bit ay ginagamit para sa blast hole drilling sa mga open-pit na operasyon. Ang mga diameter ng drill ay karaniwang mula 89 mm hanggang 311 mm, at ang buhay ng tool ay sinusukat sa metro bawat bit, na direktang nauugnay sa gastusin sa pagsabog bawat tonelada.
- Underground hard rock mining: Ang mas maliit na diameter na mga butones at cross bit ay ginagamit sa drifting, stoping, at production drilling. Ang mga kondisyon sa ilalim ng lupa ay nagdaragdag ng pagiging kumplikado — limitadong pag-access, pinaghihigpitang bentilasyon, at ang pangangailangan para sa mabilis na mga pagbabago sa bit ay nagpapataas ng halaga ng mas matagal na carbide tooling.
- Sibil na konstruksiyon at tunneling: Ginagamit ang mga carbide drill bit para sa pag-install ng rock bolt, pre-split drilling, at exploratory coring sa unahan ng mga mukha ng tunnel. Ang pagiging maaasahan ng tool ay lalong mahalaga sa mga application na ito kung saan ang hindi inaasahang pag-downtime ng kagamitan ay nakakaapekto sa mga iskedyul ng proyekto at kaligtasan ng manggagawa.
- Water well at geothermal drilling: Ang mga bits ng DTH hammer na may mga carbide insert ay malawakang ginagamit para sa pagbabarena ng balon ng tubig sa pamamagitan ng mga hard rock formation. Ang mga application na ito ay nangangailangan ng mataas na output ng metro bawat bit at maaasahang pagganap sa iba't ibang pormasyon nang walang madalas na pagbabago ng bit.
- Paggalugad ng langis at gas: Ang mga tricone bit na may mga insert na tungsten carbide ay nag-drill sa mga matigas at nakasasakit na pormasyon sa mga balon ng langis at gas. Sa mga application na ito, ang bit cost ay isang minor factor kumpara sa rig time cost sa bawat araw, na ginagawang pinakamahalaga ang kalidad ng carbide insert at bit durability.
Ano ang Hahanapin Kapag Nag-sourcing ng Tungsten Carbide Rock Drilling Tools
Ang pandaigdigang merkado para sa mga carbide drilling tool ay mula sa mga premium na tagagawa ng European at North American hanggang sa malawak na hanay ng mga supplier ng Asya. Ang mga pagkakaiba sa presyo ay makabuluhan, ngunit ang cost per meter drilled — hindi presyo ng pagbili — ay ang tamang sukatan para sa pagsusuri ng halaga ng tooling.
Kapag sinusuri ang mga supplier, humingi ng certified carbide grade specifications kabilang ang laki ng butil, cobalt content, tigas (HRA o HV), at transverse rupture strength (TRS). Ang mga kagalang-galang na tagagawa ay nagbibigay ng mga halagang ito at maaaring magrekomenda ng mga partikular na marka para sa iyong pagbuo. Humiling ng data ng pagsubok sa field o mga sanggunian mula sa mga operasyon sa mga katulad na geological na kondisyon. Ang kaunti na nagkakahalaga ng 20% na mas mataas ngunit nag-drill ng 50% na higit pang mga metro bawat bit ay naghahatid ng malinaw na halaga — ngunit kailangan mo ng data upang ma-verify ang claim na iyon bago mag-commit sa isang supplier.
Isaalang-alang din ang suporta pagkatapos ng benta: pagkakaroon ng mga serbisyo o kagamitan sa muling paggiling, mga oras ng paghahatid para sa pagpapalit ng tool, at teknikal na suporta para sa mga mode ng pagkabigo sa pag-troubleshoot. Ang mga operasyon sa malalayong lokasyon ay partikular na nakikinabang mula sa mga supplier na may panrehiyong stocking at mabilis na logistik, dahil ang drill downtime na naghihintay para sa tooling ay maaaring magastos nang higit pa kaysa sa anumang matitipid sa bit na presyo.
Ang aming mga produkto //
Mga Kaugnay na Produkto




Kung interesado ka sa aming mga produkto, mangyaring kumonsulta sa amin
